
Reparatur verschlissener Maschinenteile
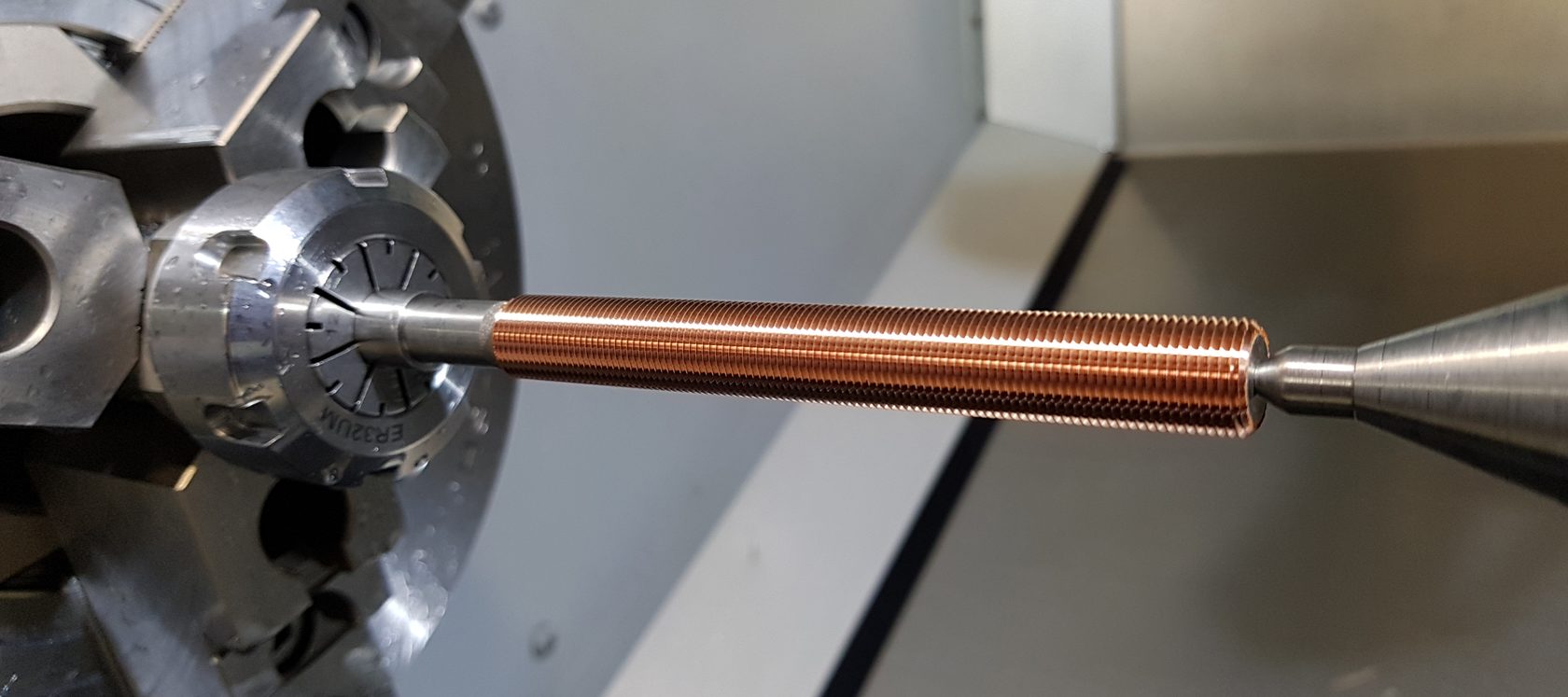
An allen Maschinen und Anlagen, an denen sich Maschinenteile bewegen, gibt es Verschleiß. Ob es z.B. Pumpen, Elektromotoren, Werkzeugmaschinen, Fahrzeuge, Rührwerke oder Förderanlagen sind: Überall gibt es Verschleiß an Wellen, Achsen, Zapfen, Lagergehäusen oder auch Gleitflächen. Durch Reibung oder auch chemische bzw. thermische Beanspruchung erfolgt an diesen Teilen ein Materialabtrag, der die ordnungsgemäße Funktion der Maschine beeinträchtigt oder schlimmstenfalls auch verhindert. Zur Instandsetzung der defekten Maschine ist es notwendig, Verschleißteile auszutauschen oder zu regenerieren. Genau da bekommt der Instandsetzer Probleme: - Die Maschine hat ein höheres Alter, es gibt keine Ersatzteile mehr - Die Ersatzteile sind sehr teuer - Die Lieferzeit für Ersatzteile ist lang - Der Maschinenhersteller bietet als Ersatz nur eine komplette Baugruppe an, obwohl nur ein Einzelteil verschlissen ist. Maschinenausfallzeiten sind ärgerlich, teuer und erfordern eine schnellstmögliche Reparatur, schnelle und bezahlbare Hilfe muss her. Wir können auch in diesen Fällen hochwertige Hilfe leisten: Durch Thermisches Beschichten der verschlissenen Stellen an Maschinenteilen mit vielen Varianten von metallischen, carbidischen oder auch keramischen Werkstoffen oder Legierungen sowie anschließender Fertigbearbeitung durch Drehen, Rundschleifen oder Fräsen wird ein Zustand des Bauteiles hergestellt, der dem zeichnungsgemäßen Neuzustand entspricht. Oft sind die Thermisch beschichteten Oberflächen denen aus dem Originalwerkstoff auch noch bei Verschleißfestigkeit oder auch der Oberflächenhärte überlegen. Folgende Werkstoffe stehen u.a. zur Verfügung: - Kohlenstoffstähle verschiedener Härte - legierte Stähle - rostfreie Edelstähle verschiedener Zusammensetzung - Bronzen: Zinnbronze, harte Aluminiumbronze - Messing, Aluminium, Molybdän und andere Nichteisenmetalle - Carbidische Werkstoffe und Hartmetalle: Chromcarbid, Wolframcarbid, Stellite - Keramische Werkstoffe: Titandioxidkeramik, Chromoxidkeramik, Aluminiumoxidkeramik Besonders an folgenden Bauteilen haben sich Reparaturbeschichtungen bewährt: - Pumpenwellen, Schiffswellen, Maschinenspindeln - Motorläufer, Pumpenrotoren - Lagergehäuse, Lagerschilde, Getriebegehäuse - Bahnachsen , Portalachsen von Schienenfahrzeugen - Kurbelwellen von Oldtimern - Hydraulik-Kolbenstangen, Drehdurchführungen Fazit: Verschleiß kann fast immer durch Thermisches Beschichten korrigiert werden. Fragen Sie uns, wir kennen uns damit bestens aus!

Rettung fehlbearbeiteter Maschinenteile
Jeder Maschinenbauer kennt diese Situation: Eine kleine Unaufmerksamkeit des Werkers, ein Werkzeugbruch oder auch Fehler in der Zeichnung führen zu Bearbeitungsfehlern an teuren Maschinenteilen. In diese Teile wurde bereits Material und Arbeitszeit investiert, die Teile sind unbrauchbar, ein Lieferverzug droht, kurz gesagt: Es brennt die Luft! Wir können in diesen Fällen hochwertige aber bezahlbare Hilfe leisten: Durch Thermisches Beschichten der fehlbearbeiteten Stellen an Maschinenteilen mit vielen Varianten von metallischen, carbidischen oder auch keramischen Werkstoffen oder Legierungen sowie anschließender Fertigbearbeitung durch Drehen, Rundschleifen oder Fräsen wird ein Zustand des Bauteiles hergestellt, der dem zeichnungsgemäßen Neuzustand entspricht. Oft sind die Thermisch beschichteten Oberflächen denen aus dem Originalwerkstoff auch noch bei der Verschleißfestigkeit oder auch der Oberflächenhärte überlegen. Meist ist optisch nicht zu erkennen, dass eine Reparatur stattgefunden hat. Folgende Werkstoffe haben sich für diese Einsatzzwecke bewährt: - Kohlenstoffstähle verschiedener Härte - legierte Stähle - rostfreie Edelstähle verschiedener Zusammensetzung - Bronzen: Zinnbronze, harte Aluminiumbronze - Messing, Aluminium, Molybdän und andere Nichteisenmetalle - Carbidische Werkstoffe: Chromcarbid, Wolframcarbid - Keramische Werkstoffe: Titandioxidkeramik, Chromoxidkeramik, Aluminiumoxidkeramik Fazit: Fehlbearbeitungen können fast immer durch Thermisches Beschichten korrigiert werden. Fragen Sie uns, wir kennen uns damit bestens aus!
Verbesserung von Oberflächeneigenschaften an Neuteilen
Die Oberflächen von Bauteilen aus dem Maschinen- und Fahrzeugbau, Chemieanlagenbau, Kraftwerkstechnik und der Elektrotechnik haben wichtige funktionale Aufgaben: - Schutz vor Korrosion - Schutz vor Verschleiß - Elektrische Leitfähigkeit - Elektrische Isolation - Emission und Immission von Wärme Die Thermischen Beschichtungsverfahren haben darauf die passende Antwort: - Passiver Korrosionsschutz durch Beschichten mit metallischen Überzügen wie beispielsweise Zink und Zink-Aluminium im Stahlbau oder Aluminium-Magnesium im Wasser- und Schiffbau, auch im Salzwasserbereich - Korrosions- und Verschleißschutz von Bauteilen und Messsonden in Metallschmelzen und chemischen Reaktionsgefäßen - Verschleißschutz durch Thermisches Beschichten mit harten und zähen Werkstoffen - Erhöhung der elektrischen Leitfähigkeit durch Thermisches Beschichten mit Kupfer, Silber, Messing - Verbesserung der Gleiteigenschaften im Gleitlagerbereich durch Bronze Beschichtung, auch als Alternative zur Sinterbronze - Elektrische Isolation durch Thermisches Beschichten mit Oxidkeramischen Werkstoffen - Wärmedämmung durch Thermisches Beschichten mit Oxidkeramischen Werkstoffen - Abstrahlung von Prozesswärme durch Thermische Spritzschichten - Immission von Wärme durch Thermische Spritzschichten Fazit: Die Oberflächen von Maschinenbauteilen haben wichtige funktionale Eigenschaften, die sich durch Thermisches Beschichten entscheidend verbessern lassen. Fragen Sie uns, wir kennen uns damit bestens aus!
Mechanische Bearbeitung
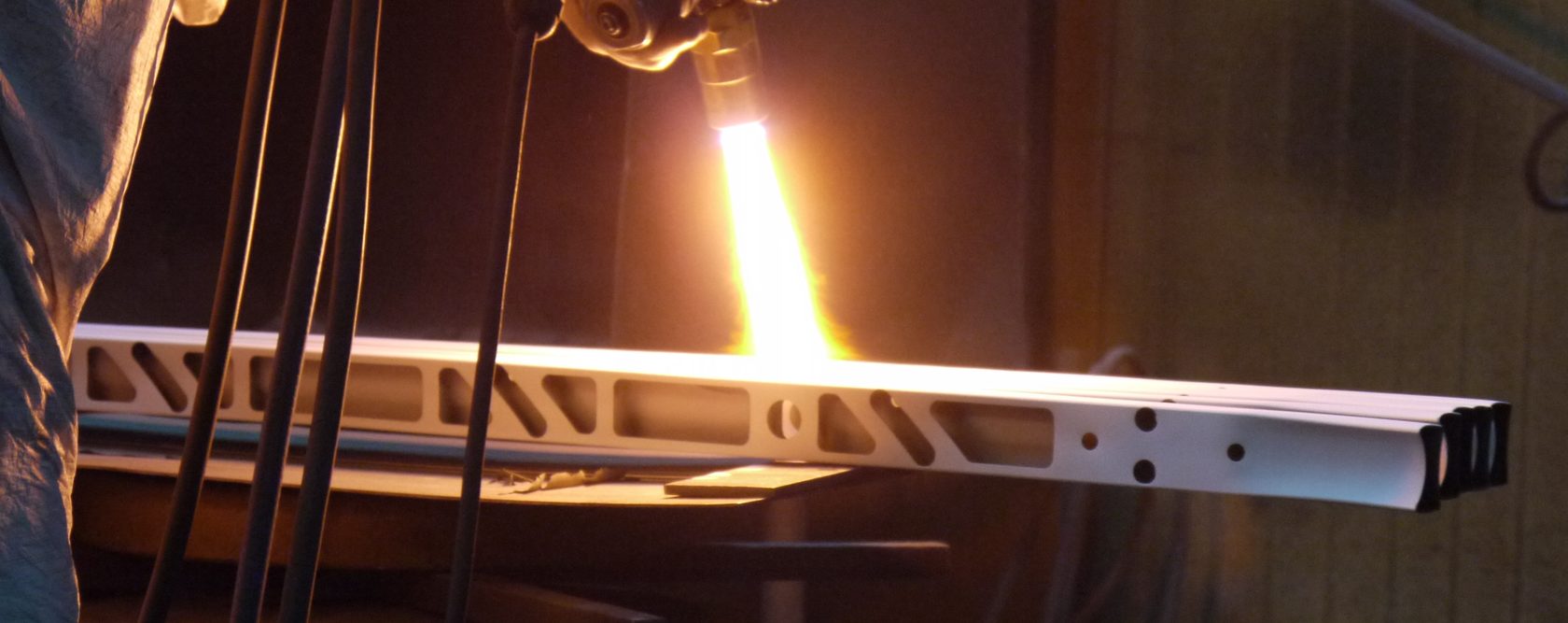
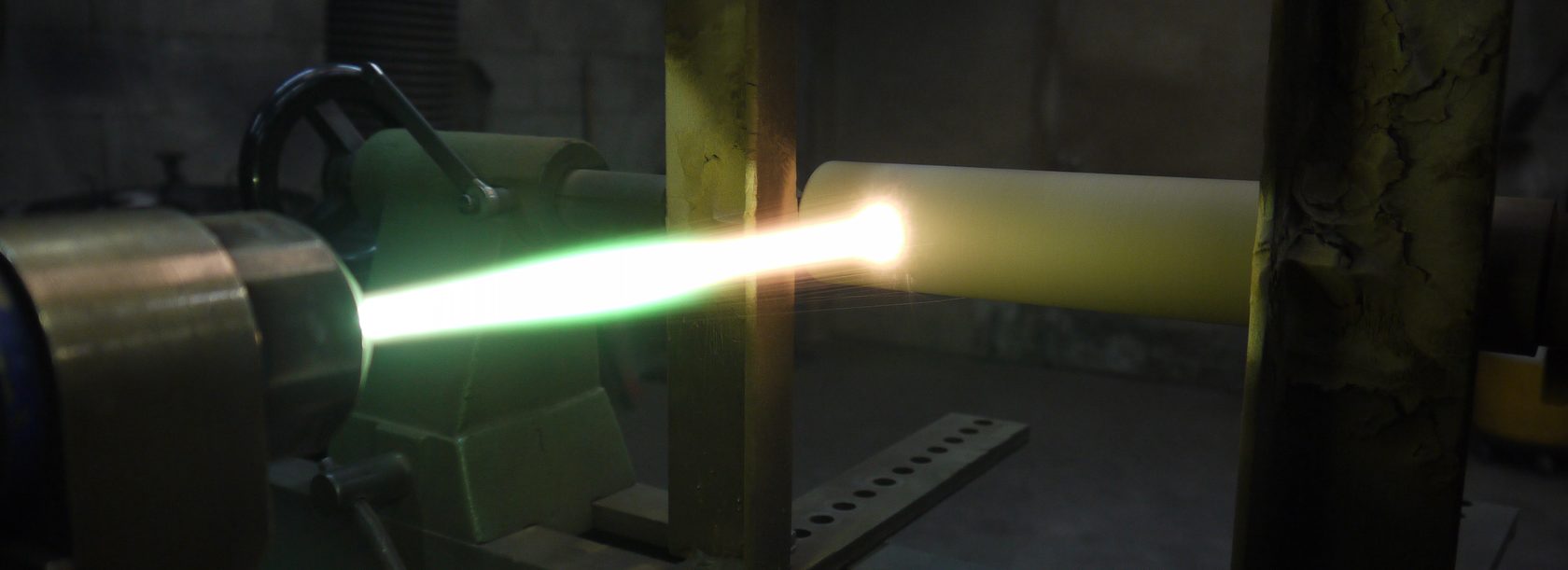
Thermisch gespritzte Schichten lassen sich gut bearbeiten, wenn man (wie wir) weiß, wie das funktioniert und man die richtigen Werkzeuge einsetzen kann: Wir bieten unseren Kunden deshalb die mechanische Fertigbearbeitung der von uns beschichteten Bauteile an. Unser Maschinenpark:
- 6 Aussenrundschleifmaschinen bis Ø1000 * 4000 mm lang, Werkstückgewicht bis 3200 kg
- Schleifkörper: Siliciumcarbid, Normalkorund, Edelkorund, Diamant Werkstückgewicht bis 3200 kg
- Superfinish-Maschine zur Erzielung extrem glatter Oberflächen mit Diamantschleifband
- 10 Drehmaschinen bis Ø1100 * 4700 lang und bis Ø1900 * 500 lang Werkstückgewicht bis 3200 kg
- 1 Universal-Fräsmaschine Teilegröße ca. 600 * 300 * 300 mm
- 1 Bohrwerk Teilegrößen auf Anfrage
- 1 hydraulische Presse 25000 kg Presskraft
- Kryofügen: Teilemontage durch Unterkühlen bis -196°C
- 6 Spritzbänke zur Wellenbeschichtung bis Ø1000 * 7000 lang, Werkstückgewicht bis 3200 kg
- 4 Rundtische bis Ø2400 mm, bei geteilten Ringen bis Ø5000 mm, Werkstückgewicht bis 5000 kg
- 5 Industrieroboter
- 14 Flammspritzanlagen für Draht und Pulver
- 6 Lichtbogenspritzanlagen
- 3 HVOF-Spritzanlagen für carbidische Werkstoffe und Metalldraht
- 1 Plasmaspritzanlage für keramische Werkstoffe und Metalle mit Innenbrenner ab Ø100 bis 600 tief
- 2 Kaltgasspritzanlagen für Metalle
- 1 Teilewaschanlage
- 9 Strahlkabinen für Korund und Glaskugeln
- 1 Sandstrahlraum für Korund und Glaskugeln
- Druckluftversorgung mit 260 KW Leistung und Wärmerückgewinnung
- Versorgung mit technischen Gasen aus 3 Tieftemperatur-Tankanlagen
- sehr umfangreiches Lager für metallische, carbidische und keramische Zusatzwerkstoffe
Fazit: Wir halten alle technisch relevanten Thermischen Beschichtungsprozesse vor und können (fast) alle Bearbeitungsverfahren bis zu den genannten Abmessungen anbieten Fragen Sie uns, wir kennen uns damit bestens aus
Strahlarbeiten (Glasperlen, Normalkorund, Edelkorund, Stahlkies)
Um Oberflächen im Flammspritzverfahren oder Lichtbogenspritzverfahren zu beschichten, ist ein vorheriges Aufrauen fast immer erforderlich. Die beste Möglichkeit hierfür bietet das Strahlen mit grobem Korund. Hierbei wird die Oberfläche des Werkstückes durch die scharfkantige Geometrie der Korundkörnchen aufgerissen, vergrößert sich auf diese Weise und bietet der metallischen Spritzschicht einen idealen Untergrund. Oftmals ist jedoch eine dermaßen grobe Oberfläche nicht erwünscht, da die entsprechenden Teile nur gereinigt werden sollen, z.B. von Rost oder alter Farbe. Hierfür hat sich das Strahlen mit etwas feinerem Korund etabliert. Dabei werden die entsprechenden Oberflächen durch abgerundete Korundkörnchen nicht zu sehr zerschlagen sondern nur metallisch rein gesäubert, wie z.B. bei Zaunfeldern, Felgen, Karosserieteilen oder ganzen Motoren Für extrem empfindliche Oberflächen, wie Gewinde, Passungen oder Dichtflächen können runde Glasperlen als Strahlmittel dienen. Beim Strahlen mit Glasperlen wird die Oberfläche fast gar nicht angegriffen, die Glasperlen entfernen nur die Verschmutzungen und hinterlassen eine schöne, glänzende Oberfläche. Für das Strahlen mit Korund stehen uns 9 Kabinen mit je 1x1 m Grundfläche, und ein Freistrahlraum mit 6 x 6 m Grundfläche zur Verfügung. Zum Strahlen mit Glasperlen haben wir eine eigene Kabine eingerichtet.

Auspuffbeschichtung gegen Korrosion
Die Bearbeitung jeglicher Auspuff-Anlagen ist möglich
Der Auspuffendtopf oder die gesamte Auspuffanlage werden mit Korund gestrahlt und anschließend durch Flammspritzen mit Aluminium versehen.
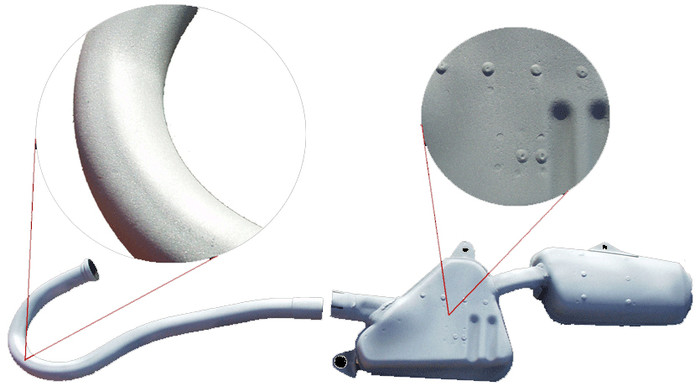
Die Aluminiumschicht verbindet sich mit dem Auspuff bei Hitze. Dieser Vorgang nennt sich Alitieren. Die Beschichtung ist weiß und leicht rau wie feines Schmirgelleinen, wird daher in den meisten Fällen vom Kunden mit Ofen- oder Auspufffarbe gestrichen.
...und so wirds gemacht
Schickt einfach eueren Endtopf, Krümmer, etc. gut verpackt an uns:
Berolina Metallspritztechnik Wesnigk GmbH
Pappelhain 30-31
15378 Hennickendorf
Legt bitte einen Zettel (zum Ausdrucken hier klicken) mit bei, auf dem die Rücksendeadresse und eure Telefonnummer vermerkt sind, falls der alte Versandaufkleber nicht mehr zu lesen ist oder es noch Fragen unserer Seits gibt.
Flächen die Ihr unbeschichtet lassen wollt müsst Ihr bitte abkleben oder anders Kennzeichnen!
Die Rechnung schicken wir ohne Nachnahmegebühr mit dem Paket mit, da wir mit den Bikern noch keine Probleme hatten und Euch die Gebühr ersparen wollen. Den Rechnungsbetrag überweist Ihr dann einfach unter Angabe der Rechnungsnummer.
Der Auspuff, Krümmer, etc. ist in Knallfolie verpackt und so wie er ist, metallisch rein, braucht also nicht mehr entfettet oder weiterbearbeitet werden. Er muß aber auf jeden Fall noch lackiert werden. Da die aufgespritzte Schicht mikroporös ist, würde sie Wasser einlagern wie ein Schwamm. Wir haben keine Möglichkeit, bei uns zu lackieren.
Ein Tip zur Nachbehandlung
Aus Kundenfeedbacks, aber auch aus den Foren erfuhren wir: Lack ist nicht gleich Lack. Die meisten handelsüblichen hitzefesten Lacke reichen nur bis 600°C und brennen daher recht schnell wieder vom Auspuff ab.
Der VHT-Lack darf in Deutschland wegen seiner Inhaltstoffe nicht mehr vertrieben werden. Wir haben einen sehr guten Ersatz hierfür gefunden. Der MCS Flammlack wird zwar nur bis 850°C angepriesen, soll aber wesentlich mehr aushalten. Durch die Beschichtung mit dem Aluminium hält der Lack deutlich länger, als wenn Sie ihn direkt auf den blanken Auspuff sprühen, da er in die Schicht einziehen kann und sich dort verklammert. Es gibt den Lack bei uns in matt schwarz zu kaufen.
Erhältlich bei uns:

- Auspufflack schwarz, matt
- 400ml Sprühdose,
- Temperaturbeständigkeit bis 850°C
- ( soll aber wesentlich mehr aushalten )
- 22,50 € brutto je Dose, inkl. 19% Mehrwertsteuer
Klick hier und schreib uns einfach wie viele Dosen Du brauchst. Wenn Ihr noch Fragen habt, schreibt eine Mail an uns über Kontakt oder ruft uns einfach unter 033434 - 1550-10 an.
Auspuffbeschichtung gegen Wärmeabstrahlung
Keramische Beschichtungen von Abgasanlagen im Rennsport
Die thermische Belastung von Abgasanlagen an Rennfahrzeugen ist besonders hoch. Von der Abgasanlage ausgehende Wärmestrahlung belastet daher in unmittelbarer Nähe befindliche Bauteile des Rennfahrzeuges teilweise erheblich.
Diese Beschichtung ist ausschließlich für den Rennsport gedacht und nicht alltagstauglich !!!

Ein nicht behandelter Krümmer aus dem Rennsport - rot glühend
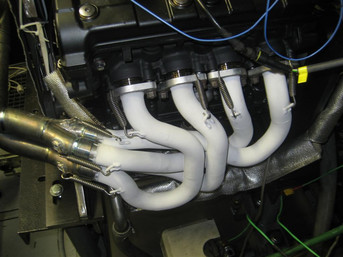
Keramische Beschichtungen der Abgasanlage vom TU Graz Racing Team
Wir haben für das Racing Team der TU Graz die Abgasanlage eines Formula-Student-Rennfahrzeuges mit einer keramischen Isolierschicht von ca. 200 µm Dicke beschichtet. TU Graz Racing Team
Hier wurden folgende Messergebnisse ermittelt:
Vor der Beschichtung
- Abgastemperatur in der Abgasanlage 210°C
- Temperatur am Carbonmonococque 150°C
Nach der Beschichtung
- Abgastemperatur in der Abgasanlage 250°C
- Temperatur am Carbonmonococque 90°C
Zu beobachten ist eine deutliche Verminderung der Wärmeabstrahlung. Dadurch kommt es zu einer geringeren thermischen Belastung von Baugruppen, die sich in der Nähe der Abgasanlage befinden und zu etwas höheren Abgastemperaturen. Diese positiven Veränderungen im Temperaturmanagement des Rennfahrzeuges verbessern eindeutig die Leistungsfähigkeit des gesamten Systems.